Представьте себе уютное времяпрепровождение за чашкой кофе или чая на террасе, балконе или в саду. Простой, но элегантный деревянный столик станет идеальным компаньоном для таких моментов, предоставив удобную поверхность для напитков и закусок. Кроме того, его можно использовать как стильную подставку для цветов. Следуя подробному руководству ниже, вы сможете создать такой функциональный и красивый предмет мебели самостоятельно, без значительных финансовых затрат.

1. Проектирование и создание шаблонов
Любая работа начинается с планирования. Первый шаг — определиться с дизайном и размерами будущего столика. Поскольку мебель должна быть удобной, за основу берутся антропометрические данные. Рекомендуемые параметры: общая высота — 680 мм для комфортного использования сидя; диаметр столешницы — 430 мм, что достаточно для сервировки, но предотвращает деформацию; диаметр основания — 470 мм для большей устойчивости. Эти размеры можно адаптировать под ваши нужды.
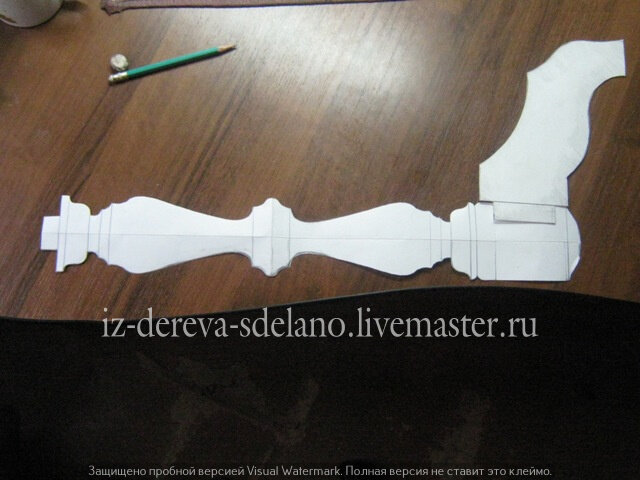
Используя карандаш, линейку и циркуль, создайте сначала общий эскиз, а затем детальные чертежи в натуральную величину на плотной бумаге или картоне. Это поможет визуализировать проект и проверить расчёты. Также сразу продумайте тип соединений деталей — от этого зависит прочность и долговечность конструкции. В данном проекте четыре фигурные ножки крепятся к центральной опоре с помощью соединения «ласточкин хвост» на клею, а столешница — через переходный элемент на цилиндрический шип.
Крайне важен выбор материала. Для этого столика выбран дуб — твёрдая, прочная порода дерева с красивой текстурой. Чтобы подчеркнуть природную красоту древесины, в качестве финишного покрытия используется бесцветный лак.

2. Подбор и подготовка заготовок
Для проекта потребовались три заготовки из дуба шириной около 20 см, толщиной 30-35 мм и длиной 80-85 см. Критически важно использовать хорошо просушенную древесину (минимум два года естественной сушки), без трещин, крупных сучков, гнили и заметного искривления. Для столешницы выбирайте заготовки радиального распила (годовые кольца на торце расположены под прямым углом) — это минимизирует коробление. Светлую заболонь у края следует обрезать. С помощью линейки, рулетки и карандаша выполняется предварительная разметка заготовок для чернового раскроя.

3. Черновая обработка древесины
На универсальном станке заготовки распиливаются по разметке. Сначала выравнивается одна кромка на каждой заготовке, затем, используя боковой упор, материал режется на делянки шириной 6-7 см для последующей склейки. Делянки распределяются для изготовления столешницы, опорной ноги и переходного элемента. Для четырёх фигурных ножек оставляется цельная широкая заготовка. Далее строгается одна плоскость каждой делянки, а на рейсмусовом станке — противоположная, чтобы получить идеально параллельные поверхности одинаковой толщины. При отсутствии рейсмуса операцию можно выполнить на фуганке, постоянно контролируя толщину.
4. Склеивание щитов
Для столешницы от делянок отрезаются 7 отрезков по 65 мм, чтобы собрать щит шириной 455 мм (с припуском). Делянки раскладываются в нужном порядке и маркируются сходящимися линиями. Боковые кромки строгаются до прямого угла. После проверки на отсутствие зазоров поверхности обезжириваются ацетоном, наносится клей, делянки притираются друг к другу и стягиваются струбцинами с деревянными прокладками. Аналогично склеивается заготовка для опорной ноги, но из-за большей площади склейки используется больше струбцин. Через 2-3 часа излишки клея счищаются, и заготовки оставляются на просушку на 1-2 дня.
5. Обработка склеенных заготовок
После просушки склеенные заготовки обрабатываются. У заготовки для опорной ноги выстрагиваются две смежные плоскости под прямым углом, а затем на рейсмусе (или фуганке) оставшиеся две, пока не получится квадратный брус 80x80 мм. Склеенный щит для столешницы обрабатывается электрорубанком до толщины 24-27 мм, постоянно контролируя плоскость линейкой и толщину штангенциркулем.
6. Точение центральной ножки на токарном станке
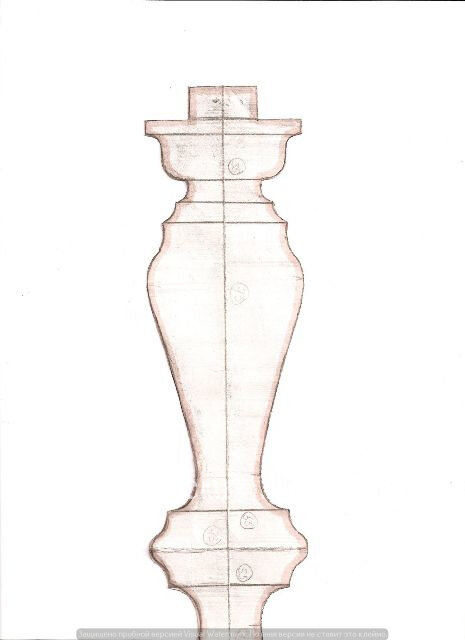
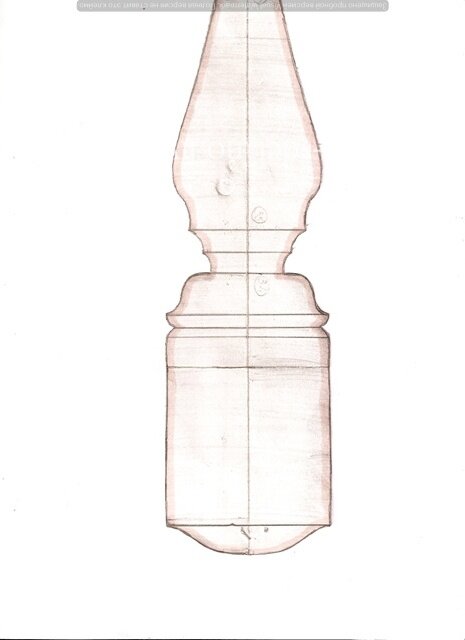
Это один из самых ответственных этапов. На квадратной заготовке размечаются центры, и она закрепляется в токарном станке. С шаблона переносятся контрольные точки, особое внимание уделяется участку, который останется квадратным для крепления опор. Сначала полукруглым резцом на низких оборотах (600-800 об/мин) заготовка обтачивается в цилиндр. Квадратная часть защищается малярным скотчем. На цилиндрической части формируется шип диаметром 35 мм и длиной 40 мм для столешницы. Отрезным резцом делаются проточки в отмеченных местах, их диаметр контролируется штангенциркулем. Затем, используя различные резцы (полукруглый, косяк, отрезной, циклёвочный), формируется фигурный профиль ножки, постоянно сверяясь с шаблоном. После черновой обработки деталь шлифуется наждачной бумагой разной зернистости (сначала 80-120, затем 180-220) на средних оборотах. Небольшие сколы на квадратной части устраняются строганием.
7. Изготовление фигурных опор (ножек)
На широкой заготовке с помощью шаблона размечаются контуры четырёх опор, располагая их так, чтобы ось шла вдоль волокон для прочности. Опоры вырезаются электролобзиком с отступом 2-3 мм от линии. Одна опора обрабатывается ленточной шлифмашинкой до идеальной формы и служит шаблоном. Остальные три опоры попарно склеиваются с ней на двусторонний скотч и обрабатываются копировальной фрезой с нижним подшипником в ручном фрезере, что гарантирует их полную идентичность.
8. Изготовление столешницы и переходного элемента
На щите для столешницы размечается окружность диаметром 420 мм, которая вырезается электролобзиком с припуском. Идеально ровный край формируется с помощью фрезера и циркульного приспособления с копировальной фрезой. Снизу фрезеруется декоративный профиль, а сверху кромка скругляется. Переходной элемент (диаметр 220 мм) изготавливается аналогично. Его профилирование удобно выполнить на токарном станке с использованием планшайбы на низких оборотах. После шлифовки в центре переходного элемента и столешницы сверлятся отверстия диаметром 35 мм (сквозное и глухое на 20 мм соответственно) для соединения с шипом на ножке.
9. Создание соединения «ласточкин хвост»
Это ключевой узел, обеспечивающий прочность и долговечность столика. Работа требует точной разметки и аккуратности. Глубина паза на ножке и высота шипа на опорах должны быть практически одинаковы. Удобно использовать фрезер, закреплённый в столе. Настроив высоту фрезы и боковые упоры, фрезеруются пазы в квадратной части ножки. Затем, изменив положение упоров, на опорах формируются шипы. Края пазов подрезаются узкой стамеской, а шипы подгоняются широкой стамеской для плотного, но свободного входа. Верх шипов подрезается так, чтобы все опоры были на одном уровне, а низ — вровень с ножкой. После подгонки конструкция проверяется на отсутствие шата, а детали маркируются парными цифрами для правильной окончательной сборки. Кромки на всех деталях заоваливаются фрезером, и выполняется пробная сборка.
10. Шлифовка, лакировка и окончательная сборка
После успешной пробной сборки все детали тщательно шлифуются. Плоскости обрабатываются ленточной шлифмашинкой (зерно 120), затем вручную более мелкой наждачной бумагой (180-220). Небольшие дефекты шпаклюются и зашлифовываются. Переходной элемент приклеивается к нижней стороне столешницы, совмещая центральные отверстия; направление волокон у деталей должно быть перпендикулярным. Для финишного покрытия выбран бесцветный лак (например, алкидно-уретановый). Первый слой наносится разбавленным лаком, после сушки поверхность шлифуется, и наносится ещё 1-2 слоя лака нормальной консистенции. После полного высыхания все детали собираются на клей согласно маркировке. Столик готов!
#деревянная мебель #мебель из дерева #кофейный столик #столик #деревянный столик #столик из дерева #сделай сам #мебель своими руками #столярное дело #столярные работы
Больше интересных статей здесь: Мебель.
Источник статьи: Кофейный столик из дерева.







