
Аргонодуговая сварка — это широко распространённая технология, которая активно применяется на производственных и ремонтных предприятиях. Данный метод позволяет эффективно соединять как цветные металлы (алюминий, медь, дюралюминий, чугун), так и чёрные (сталь и её сплавы). Ключевая роль в процессе отводится защитному газу — аргону.
Без использования защитной атмосферы сварочная зона подвергается воздействию воздуха, что приводит к окислению металла и образованию пор. Эти дефекты значительно снижают прочность и долговечность соединения. Аргон, будучи инертным газом, надёжно изолирует расплавленный металл от контакта с кислородом и азотом, предотвращая появление нежелательных включений и обеспечивая высокое качество шва.
Ключевые особенности технологии
Главной отличительной чертой аргонодуговой сварки является её универсальность. Хотя метод особенно востребован для работы с цветными металлами, склонными к активному окислению, он с успехом применяется и для сталей. В защитной газовой среде шов получается более чистым, однородным и прочным даже для материалов, менее критичных к окислению.
В основе процесса лежат принципы дуговой сварки, однако технология имеет свои нюансы. Для достижения оптимального результата рекомендуется накладывать расплавленный металл прерывисто, короткими участками (примерно по сантиметру). Такой подход обеспечивает лучшее растекание металла и формирование качественного шва.
В зависимости от степени автоматизации, аргонодуговую сварку подразделяют на два основных вида:
- Автоматическая — процесс полностью механизирован.
- Ручная — все операции выполняет сварщик.
Оба вида могут осуществляться как плавящимся, так и неплавящимся электродом. При использовании неплавящегося электрода (чаще всего вольфрамового) в зону сварки дополнительно подаётся присадочный материал — проволока или пруток, выбор которых зависит от толщины соединяемых деталей.
В промышленных условиях чаще применяется автоматическая сварка. Она обеспечивает высокую производительность и стабильное качество швов, соответствующих требованиям ГОСТ, для деталей толщиной обычно до 10 мм. В этом случае присадочная проволока, схожая по составу с основным металлом, и защитный газ подаются в зону сварки автоматически. Это исключает необходимость частой замены электрода и минимизирует влияние человеческого фактора.
Неплавящиеся электроды, как правило, изготавливаются из тугоплавкого вольфрама с различными легирующими добавками. Выбор конкретного типа электрода критически важен, так как универсальных вариантов не существует. Разные марки предназначены для работы с определёнными группами металлов и сплавов.

Неплавящийся вольфрамовый электрод служит исключительно для создания и поддержания сварочной дуги. Он не расходуется в процессе, а его высокая температура плавления позволяет разогревать и плавить кромки деталей и присадочный материал, который подаётся отдельно.
Ниже приведена классификация наиболее распространённых вольфрамовых электродов по цветовой маркировке и области применения:
- WP (зелёный): Чистый вольфрам (99,5%). Применяется для сварки алюминия и магния на переменном токе.
- WY (тёмно-синий): С иттриевым покрытием (до 2,2% оксида иттрия). Подходит для ответственных соединений из ниобия, тантала, молибдена, титана, никеля, меди и бронзы.
- WL-10, WL-15, WL-20 (синий, золотистый, сине-золотистый): С оксидом лантана. Универсальны, хорошо работают с высоколегированными сталями, медью, алюминием, бронзой.
- WZ-8 (белый): С оксидом циркония. Используются для сварки алюминия, бронзы, магниевых и никелевых сплавов на переменном токе.
- WT-20 (красный): С оксидом тория. Классический электрод для нержавеющих сталей, молибдена, тантала, меди, кремниевой бронзы, никеля и титана. Требует соблюдения мер безопасности из-за слабой радиоактивности.
Техника выполнения сварки
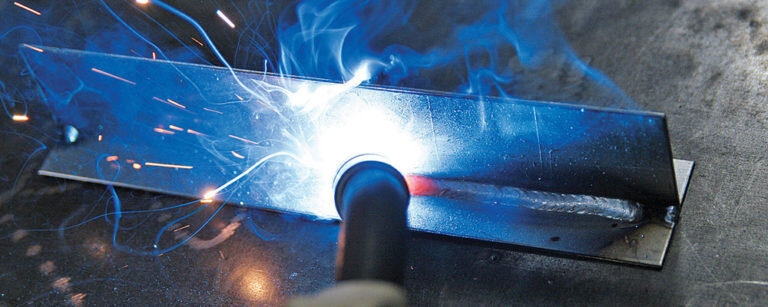
Принцип аргонодуговой сварки основан на создании электрической дуги между электродом и изделием в среде инертного газа. Электрод закреплён в специальной горелке, снабжённой керамическим соплом для формирования газовой завесы. Через это же сопло подаётся аргон.
При использовании неплавящегося электрода сварщик вручную или автоматически подаёт в сварочную ванну присадочный пруток. Аргон, как более лёгкий газ, вытесняет воздух из зоны сварки, предотвращая окисление и азотирование металла. Присадочный материал, плавясь, смешивается с расплавом кромок, образуя однородный и прочный сварной шов.
Для обеспечения высокого качества соединения необходимо строго соблюдать технологию. Важную роль играет правильная инициация дуги. Для этого на электрод подаются высоковольтные высокочастотные импульсы от устройства, называемого осциллятором. Эти импульсы ионизируют газовый промежуток между электродом и деталью, что позволяет зажечь дугу бесконтактным методом (без касания электродом изделия). Именно этот способ обеспечивает чистоту шва и предотвращает загрязнение вольфрама.

Осциллятор особенно важен при работе на переменном токе, так как он стабилизирует дугу в моменты смены полярности, обеспечивая её устойчивое горение.
Последовательность действий при ручной аргонодуговой сварке:
- Подготовка деталей: Зачистка кромок от окислов, грязи и масла металлической щёткой. При необходимости — разделка кромок (снятие фаски) для обеспечения хорошего провара.
- Подготовка оборудования: Включение сварочного аппарата, проверка подачи газа.
- Возбуждение дуги: Сварщик подносит горелку к изделию на расстояние 2-5 мм и с помощью осциллятора бесконтактно зажигает дугу. Предварительно включается подача аргона для защиты зоны сварки.
- Выполнение шва: После образования стабильной сварочной ванны в неё начинают подавать присадочный пруток. Движение горелки должно быть плавным, без поперечных колебаний. Для формирования качественного шва рекомендуется вести сварку короткими участками, давая металлу немного остыть («методом отрыва»).
При сварке вертикальных швов движение рекомендуется вести снизу вверх. Важно контролировать размер сварочной ванны и не перегревать металл.
Режимы аргонодуговой сварки
Качество сварного соединения напрямую зависит от правильно выбранных режимов. Их подбор основывается на типе и толщине металла, диаметре электрода и требует как теоретических знаний, так и практического опыта.
Выбор силы тока и полярности
Для сварки цветных металлов (особенно алюминия и магния) чаще применяют переменный ток, который эффективно разрушает оксидную плёнку. Для сталей, нержавейки, меди, титана обычно используют постоянный ток прямой полярности (минус на электроде). Постоянный ток обратной полярности не применяется, так как приводит к перегреву и быстрому разрушению вольфрамового электрода.
Сила тока выбирается в зависимости от трёх основных параметров. Для удобства данные сведены в таблицу:
| Диаметр электрода, мм | Переменный ток, А | Постоянный ток (прямая полярность), А |
|---|---|---|
| 1.0 – 2.0 | 20 – 100 | 65 – 160 |
| 3.0 | 100 – 160 | 140 – 180 |
| 4.0 | 140 – 220 | 250 – 340 |
| 5.0 | 200 – 280 | 300 – 400 |
| 6.0 | 250 – 300 | 350 – 450 |
Напряжение дуги
Оптимальное напряжение дуги обычно не превышает 12-14 В. Это соответствует длине дуги примерно 1.5-3 мм. Такая длина обеспечивает хорошую защиту зоны сварки газом, достаточную глубину провара и минимальное разбрызгивание металла.

Скорость сварки и расход газа
Скорость сварки — параметр, который сварщик подбирает индивидуально, ориентируясь на поведение сварочной ванны. Слишком высокая скорость приводит к непровару, а слишком низкая — к перегреву и прожогу.
Расход аргона зависит от многих факторов: типа соединения, силы тока, скорости сварки, наличия сквозняков. Ориентировочный расход составляет 6-12 л/мин. При сварке в закрытых камерах или с использованием дополнительных поддувов расход может быть увеличен. Недостаточный расход газа приведёт к пористости шва.
Вылет электрода и расстояние до детали
Вылет неплавящегося электрода из сопла горелки обычно составляет 3-5 мм. Расстояние от конца электрода до изделия (длина дуги) поддерживается в пределах 1.5-3 мм для стыковых соединений. При сварке угловых швов или в труднодоступных местах это расстояние может увеличиваться до 5-8 мм, но при этом ухудшается защита и возрастает напряжение на дуге.
Преимущества и недостатки метода
Аргонодуговая сварка обладает рядом неоспоримых достоинств, которые и определяют её популярность:
- Универсальность: Возможность сварки широкого спектра металлов — от алюминия и меди до нержавеющей и углеродистой стали.
- Высокое качество шва: Соединение получается прочным, пластичным, с аккуратным внешним видом и минимальным количеством дефектов.
- Минимальная деформация: Локальный нагрев позволяет варить тонкостенные изделия без коробления.
- Отсутствие шлака: Нет необходимости в последующей зачистке шва от шлаковой корки.
- Доступность для мастерских: Оборудование для ручной сварки позволяет выполнять работы не только в цеху, но и в условиях небольшой мастерской или даже гаража.
Однако у технологии есть и свои минусы:
- Сложность освоения: Процесс требует от сварщика хороших навыков координации (одновременное управление горелкой, присадочным прутком и педалью тока).
- Невысокая производительность ручного метода: По сравнению с полуавтоматической сваркой в среде защитных газов (MIG/MAG), скорость работы ниже.
- Зависимость от внешних условий: Сварку сложно вести на сквозняке, который сдувает защитное газовое облако.
- Стоимость оборудования и расходников: Качественные сварочные аппараты TIG, осцилляторы и вольфрамовые электроды имеют достаточно высокую цену.
Оборудование для аргонодуговой сварки
Для реализации данного метода требуется специализированное оборудование, которое различается по степени механизации процесса:
- Для ручной сварки (TIG): Аппараты, управляемые сварщиком.
- Для механизированной сварки: Установки с автоматической подачей присадочной проволоки, но с ручным ведением горелки.
- Для автоматической сварки: Стационарные комплексы, где все параметры (движение горелки, подача проволоки) заданы программой.
- Для роботизированной сварки: Промышленные роботы, осуществляющие процесс без участия оператора.
Комплект для ручной аргонодуговой сварки
Типичный набор оборудования включает:
- Источник сварочного тока (инвертор или трансформатор) с функцией TIG, способный выдавать постоянный (DC) и/или переменный (AC) ток.
- Осциллятор (часто встроенный в источник) для бесконтактного поджига дуги.
- Горелка TIG с керамическим соплом, вольфрамовым электродом и шлангом для подачи газа и тока.
- Баллон с аргоном и редуктором с расходомером.
- Система управления (педаль или кнопка на горелке) для дистанционного регулирования тока.
- Средства защиты: затемнённая маска с фильтром не ниже 13-й степени затемнения, краги, огнестойкая одежда.
При соблюдении технологии и мер безопасности аргонодуговая сварка является надёжным и эффективным методом. Сам по себе аргон инертен и не токсичен, однако, вытесняя кислород из зоны дыхания, он может вызвать удушье в плохо вентилируемых помещениях. Поэтому работы необходимо проводить в условиях хорошей вытяжной вентиляции или с использованием средств индивидуальной защиты органов дыхания при длительной работе в замкнутом пространстве.